Lochreihe
Lochreihen gerade
Zum Erzeugen einer geraden Lochreihe wird der Befehl G84 benutzt.
Diesem Befehl werden einige Daten als Parameter übergeben:
- X Bohrungsabstand in mm
- Z Bohrungstiefe in mm
- I Startwinkel zur X- Achse in Grad
- J Anzahl der Bohrungen
Der Startpunkt ist die erste Bohrung und ist immer vom Bohrermittelpunkt
aus zu sehen.
Beispielsatz:
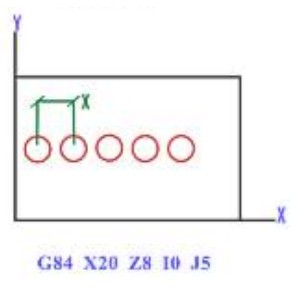
- N.. G84 X20 Z8 I0 J5
- Dieser Satz erzeugt eine Lochreihe mit fünf Löchern, die 8mm tief gebohrt
werden und einen Abstand von 20mm zueinander haben. Die Lochreihe verläuft
in einem Winkel von 0° zur X- Achse.
Beispiel 01
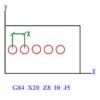
- Datensatz:
- N.. G84 X20 Z8 I0 J5
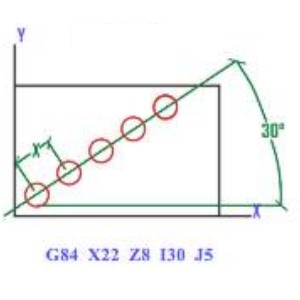
Beispiel 02
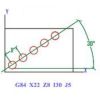
- Datensatz:
- N.. G84 X22 Z8 I30 J5
Lochreihen Kreisförmig
Zum Bohren einer Lochreihe, die kreisförmig angeordnet ist benutzt man den
Befehl G85. Diesem Befehl werden einige Daten als Parameter übergeben.
- R Kreisradius in mm
- Z Bohrungstiefe in mm
- I Startwinkel zur X- Achse in Grad
- J Anzahl der Bohrungen
Der Startpunkt ist die erste Bohrung und ist immer vom Bohrermittelpunkt aus
zu sehen.
Beispielsatz:
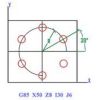
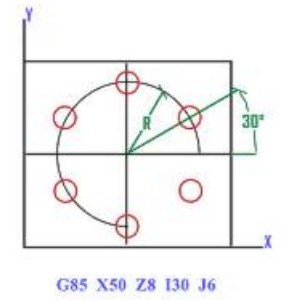
- N.. G85 R50 Z8 I30 J6
- Dieses Beispiel erzeugt sechs kreisförmig angeordnete Bohrungen, die in einem
Radius von 50mm angeordnet sind. Die Bohrungen sind 8mm tief. Der Startpunkt
liegt in einem Winkel von 30° zur X- Achse.
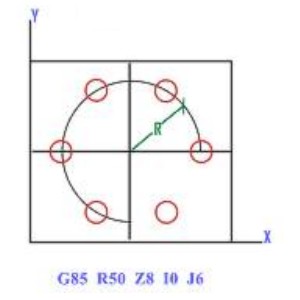
Beispiel 01
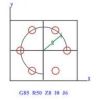
- Datensatz:
- N.. G85 R50 Z8 I0 J6
Beispiel 02
{kind=link}
{kind=link}
{kind=link}
{kind=link}
- Datensatz:
- N.. G85 R50 Z8 I30 J6
Einzelne Bohrungen
Einzelne Bohrungen werden durch den Lochreihen- Befehl G84 erzeugt. Hierbei
werden als Lochreihen- Abstand 0mm und als Anzahl 0 gewählt. Die Eingabe eines
Winkels kann hier ebenfalls entfallen, da ein Winkel keinen Einfluß auf eine
einzelne Bohrung hat.
Da die Werte X, I und J leer bleiben können Sie auch weggelassen werden
Beispielsatz:
- N.. G84 Z8
- Dieser Satz würde eine Bohrung mit 8mm Tiefe erzeugen.
Bohrerauswahl
Jeder Bohrer, der sich auf der Maschine befindet hat eine eigene
Werkzeugnummer. Da beim Bohren immer ohne Radiuskorrektur gearbeitet wird
entfällt die Eingabe von Radiuskorrekturwerten. Die Bohrerauswahl erfolgt
also wie bei einem Werkzeugwechsel durch den Befehl M06 T+ Werkzeugnummer.

![]()