Grundlagen zur Werkzeug-Korrektur
Im Programm steht die gewünschte Kontur eines Werkstücks. Die Werkzeug-Bahn darf nicht mit dieser Kontur zusammenfallen, da sonst ein falsches Teil entstehen würde. Die Steuerung korrigiert deswegen automatisch den Weg des Werkzeuges nach den Werkzeug-Abmessungen.
Dazu brauch die Steuerung Angaben zur Werkzeug-Radiuskorrektur und Werkzeug-Längenkorrektur
Werkzeug-Radiuskorrektur
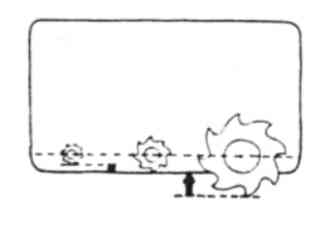
Sie dient der Berechnung des Abstandes zwischen Werkzeug-Mittelpunktsbahn und Kontur. Da der Abstand zwischen Kontur und Werkzeug-Bahn immer gleich groß ist, nennt man die Werkzeug-Bahn auch "Aquidistante", das heißt "Bahn mit gleichem Abstand"
Der Radiuskorrektur-Wert entspricht dem Radius des Werkzeuges.
Werkzeug-Längenkorrektur
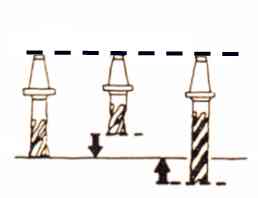
Sie dient der Berechnung der Zustell-Bewegung, um das programmierte Tiefen-Maß zu erreichen.
Null-Werkzeug plus Korrektur-Wert entspricht dem Längen-Unterschied zwischen Werkzeug und Null-Werkzeug.
Werkzeug kürzer: Korrektur-Wert negativ
Werkzeug länger: Korrektur-Wert positiv
Voreingestelltes Werkzeug:
Der Korrektur-Wert ergibt sich aus der gemessenen Länge des Werkzeugs. Entweder berechnet man daraus den Längen-Unterschied zum Null-Werkzeug oder man gibt direkt die gemessene Länge ein.

![]()