Radiuskorrektur
Mittels der Radiuskorrektur wird festgelegt, ob das Werkzeug, mit dem die Bearbeitung erfolgt rechts, links oder gar nicht zur Programmierten Bahn versetzt wird, der Grund für eine Radiuskorrektur
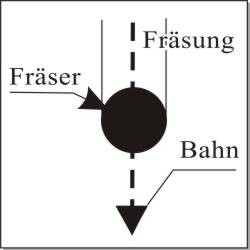
Würde keine Werkzeugkorrektur angegeben, so würde der Fräser immer mit dem Fräsermittelpunkt über der Programmierten Kontur laufen.
Um dies zu vermeiden wird die Radiuskorrektur eingesetzt.
Radiuskorrektur Links:
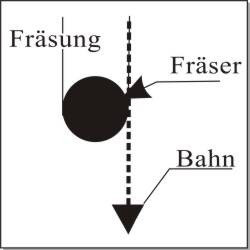
Der Befehl G41 hat zur Folge, daß alle folgenden Konturen links zur Programmierten Bahn um den Fräserdurchmesser versetzt werden. Der Befehl wird nur durch G40 (Keine Radiuskorrektur oder G42 (Radiuskorrektur rechts) aufgehoben. Das berechnen des Versatzwertes übernimmt die Steuerung, anhand der aktuellen Werkzeugdaten (Durchmesser) eigenständig.
Radiuskorrektur rechts:
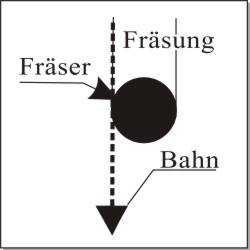
Der Befehl G42 hat zur Folge, daß alle folgenden Konturen rechts zur Programmierten Bahn um den Fräserdurchmesser versetzt werden. Der Befehl wird nur durch G40 (Keine Radiuskorrektur oder G41 (Radiuskorrektur links) aufgehoben. Das Berechnen des Versatzwertes übernimmt die Steuerung, anhand der aktuellen Werkzeugdaten (Durchmesser) eigenständig.
Die Radiuskorrektur sollte immer vor der eigentlichen Kontur festgelegt werden.

![]()