Rundschälen
Das gedämpfte, entrindete, im Innern noch warme und feuchte Rundholz![]() wird unter Verwendung von Beschickungs- Zentriereinrichtungen zwischen 2 mit Kronen versehene Einspannbacken der Rundschälmaschine an beiden Querschnittflächen fest eingespannt und gegen das feststehende Messer gedreht. Die Drehzahl des Stammes wird automatisch entsprechend der Verringerung des Stammdurchmessers während des Schälens verändert, so das die Schälgeschwindigkeit annähernd gleich bleibt. Das Messer wird beim Schälen während einer Stammumdrehung genau um die gewünschte Furnierdicke, die bei den verschiedenen Maschinen zwischen 0,05 und 10 mm
wird unter Verwendung von Beschickungs- Zentriereinrichtungen zwischen 2 mit Kronen versehene Einspannbacken der Rundschälmaschine an beiden Querschnittflächen fest eingespannt und gegen das feststehende Messer gedreht. Die Drehzahl des Stammes wird automatisch entsprechend der Verringerung des Stammdurchmessers während des Schälens verändert, so das die Schälgeschwindigkeit annähernd gleich bleibt. Das Messer wird beim Schälen während einer Stammumdrehung genau um die gewünschte Furnierdicke, die bei den verschiedenen Maschinen zwischen 0,05 und 10 mm
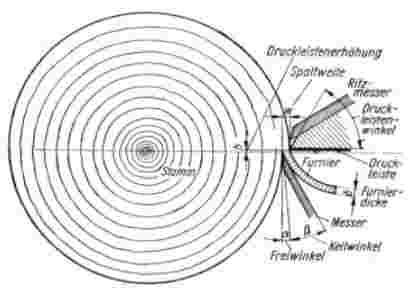
liegen kann, normale Furnierdicken 0,8....2,7 mm, gegen den Stamm![]()
verschoben. Der Schnittwinkel des Messers wird mit fortschreitender Annäherung an die Stammmitte selbsttätig angepaßt. Eine Druckleiste oberhalb der Schnittfläche verhindert eine Vorspaltung und zu starke Rißbildung des Furniers. Die Ritzmesser auf dem Druckbalken kürzen oder unterteilen das Furnierband in der Breite, d.h. in der Länge der Faserrichtung![]() . Zu Beginn des Schälens fällt zunächst der "Anschäler" meist stückweise an.
. Zu Beginn des Schälens fällt zunächst der "Anschäler" meist stückweise an.
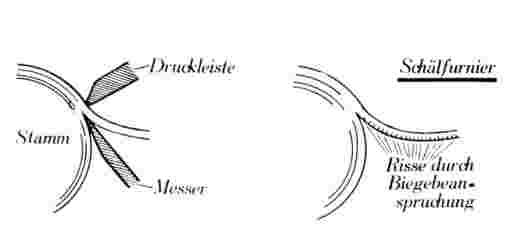
Beim Schälen ist die Biegebeanspruchung des Furniers wesentlich stärker als beim Messern. Es entstehen deshalb auch leicht mehr und größere Risse auf der über die Messerschneide laufenden unteren Seite.
Die Literatur und Quellen aus den die Texte entstanden sind, findet man unter Literaturnachweis
![]()